This week, we were fortunate to have Jean Cunningham present a workshop on understanding Lean concepts using hands-on simulations. The fun activities demonstrated some of the key elements of Lean: pull and flow, value add, set-up reduction and workplace organization.
This week, we were fortunate to have Jean Cunningham present a workshop on understanding Lean concepts using hands-on simulations. The fun activities demonstrated some of the key elements of Lean: pull and flow, value add, set-up reduction and workplace organization.
During the activities, Jean asked us several times “What did you observe? What did you see?” At the beginning of the workshop, we tended to respond with our conclusions or assumptions based on our observations. It took some prodding from Jean to get us to start reporting what we actually saw, but by the end of the workshop, we finally got it. Before: The pin person is careless. After: Some pins fell on the floor. Before: There’s a bottleneck at the welder. After: There’s a lot of product waiting for the welder. Before: The supervisor has too much to do. After: While the supervisor was in meetings, no product was moving in the factory.
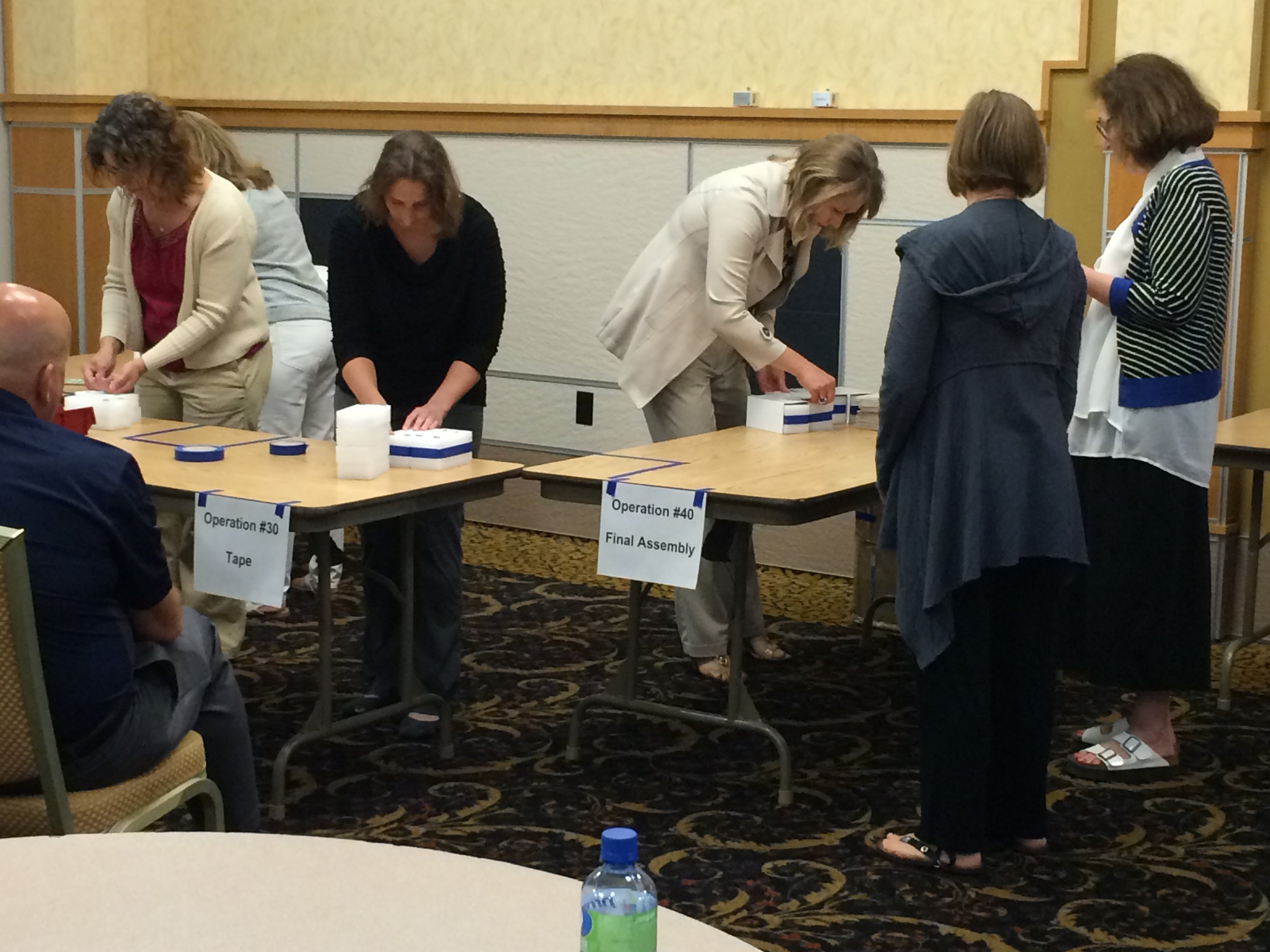
Why is it important to differentiate between observations and conclusions? Because we often make a subconscious leap to these conclusions without considering all of the possibilities, and then we form our solution based on that poorly considered conclusion. Reprimand the pin person vs. altering the work surface to prevent pins from rolling off. Adding a second welder vs. redesigning the process to level the work load. Take responsibilities away from the supervisor (and express your disappointment!) vs. adjusting decision making to the appropriate level to free the supervisor for higher-level decisions.
The workshop participants had a good time and learned more about Lean and continuous improvement.
Jean Cunningham is principal of Jean Cunningham Consulting, which provides lean business management services including workshops, kaizen events and strategic coaching. She speaks at Lean conferences and teaches Lean Accounting for the Ohio State University Master of Business Operational Excellence Program.
Jean is widely recognized for her pioneering work in Lean Accounting, IT, HR and other non-production functions (Lean Business Management, The Lean Office). She is the co-author of Real Numbers (Lean Accounting) and Easier, Simpler, Faster (Lean IT), which won the 2004 and 2008 Shingo Prize for Research respectively. Jean was previously the CFO at Lantech Inc. and Marshfield Door Systems and the voluntary CFO for the Association of Manufacturing Excellence. She has a BS in Accounting from Indiana University and an MBA from Northeastern University’s Executive Program.
The workshop was partially funded by the Visiting Women & Minority Lecturer/Scholar Series (VWMLS) which is funded by a grant to the Office of Institutional Equity from the State of Michigan’s King-Chavez-Parks Initiative.