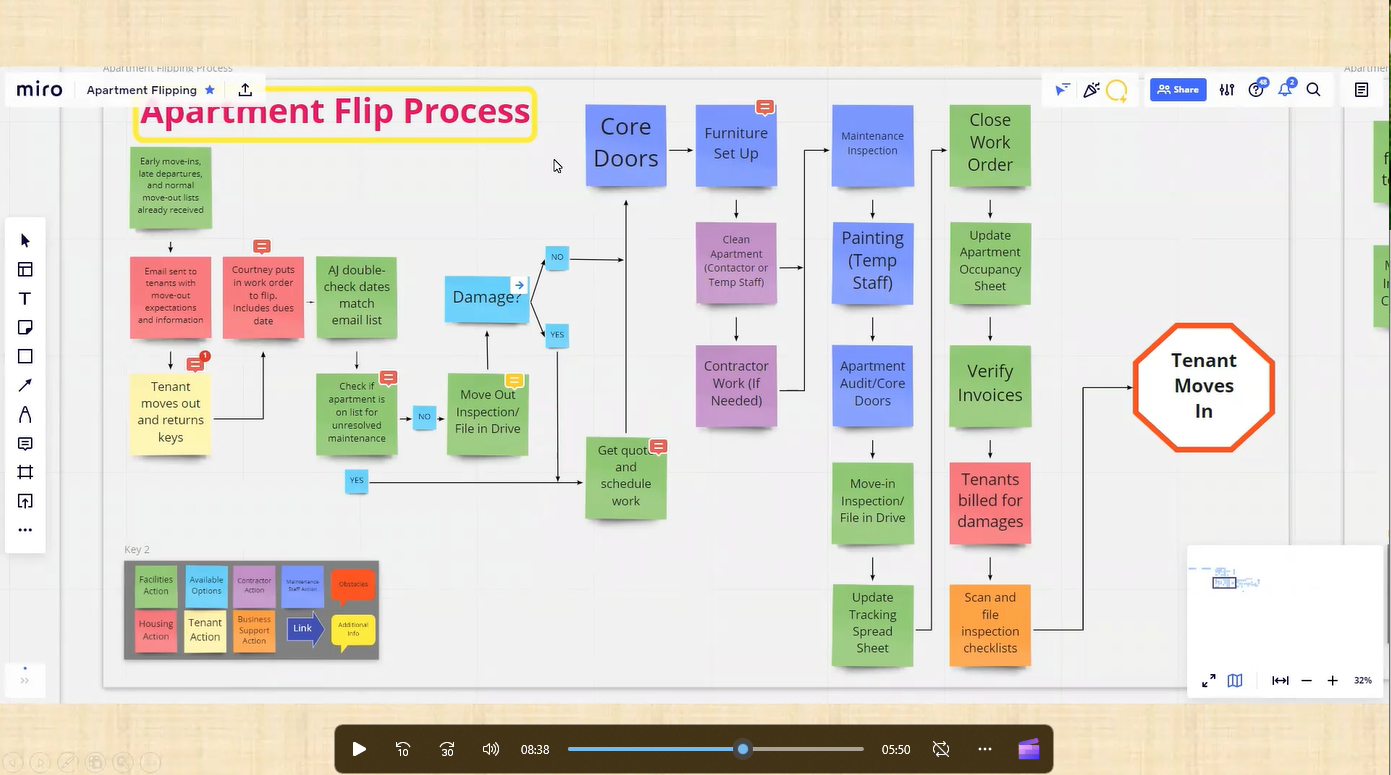
AJ Mikus is the Facilities Manager for the Daniell Heights apartment complex at Michigan Technological University. AJ led an improvement event designed to improve the student experience of checking out of their apartments, reduce the amount of repairs needed, and ensure all damages were properly accounted for. Watch AJ’s report out on his kaizen experience at our Lean at Michigan Tech YouTube channel.