On March 7, a group of Michigan Tech employees gave a panel presentation at the U.P. Labor Management Council’s annual conference in Harris, MI. The panel presentation, “Lean Principles: A Strategy for Improved Labor Relations,” was given by:
- Amanda Cadwell (Administrative Aide, Civil/Environmental Engineering & UAW President)
- Wendy Davis (Manager of Process Improvement)
- Bob Hiltunen (Director, Auxiliary Services)
- Ellen Horsch (Vice President for Administration)
- Rhonda McClellan (Facilities Helper, AFCSME member)
- Barb Ruotsala (retired, past UAW President).
Theresa Coleman-Kaiser (Assistant VP for Administration) moderated the panel presentation.
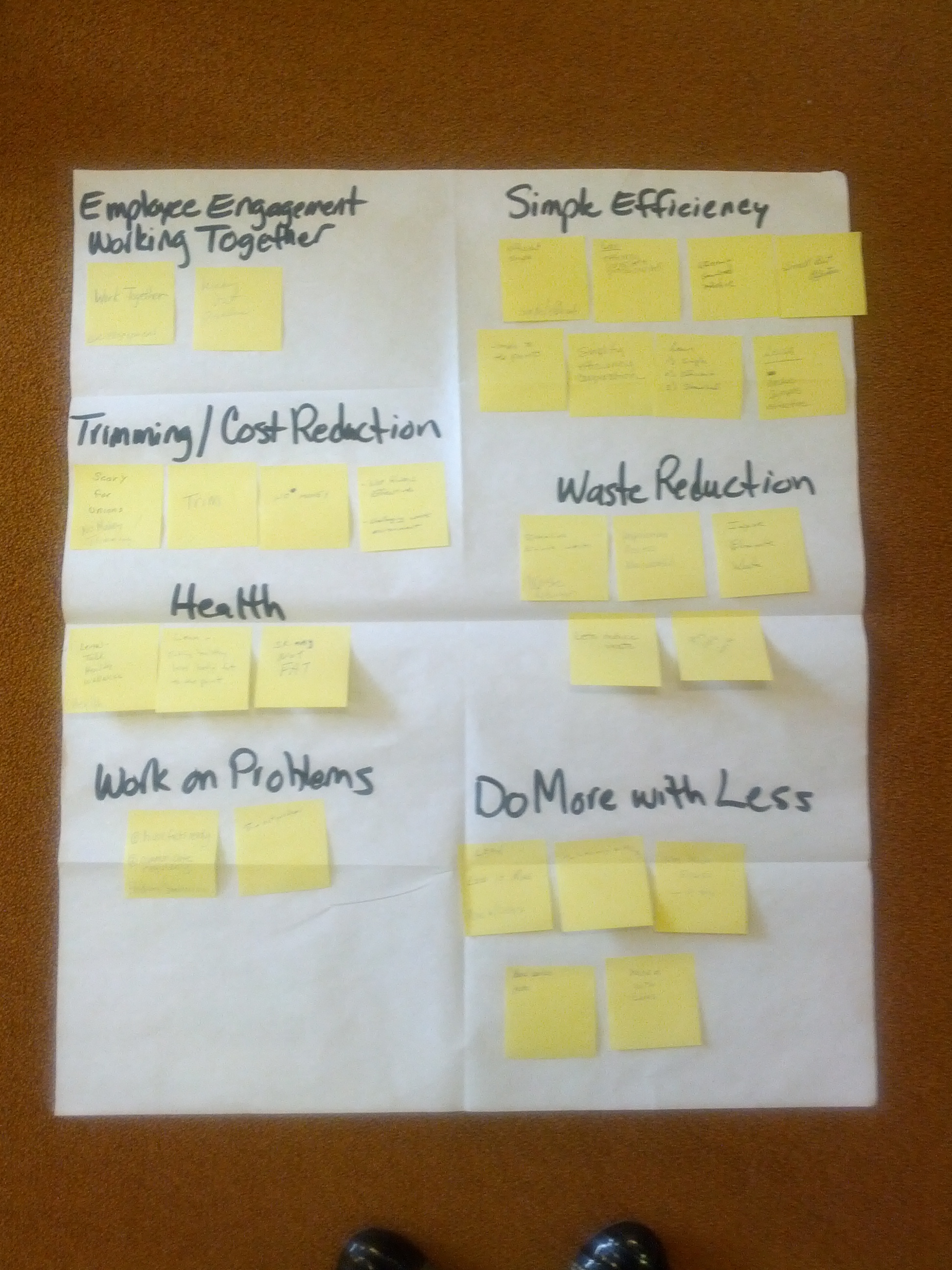
At the beginning of each presentation the panel used a tool called the Affinity Diagram to gather thoughts and opinions from the audience on what they thought about “Lean” in 3 words or less. While a presentation was given regarding the key concepts of Lean and how Michigan Tech has been utilizing Lean methods and tools, Theresa Coleman-Kaiser was organizing sticky note responses from guests into family groups by their affinity. This tool allowed us to better understand our audience, gave them a connection to our presentation, and allowed us to have a well moderated and engaging open discussion period.